 产品中心
产品中心
 解决方案
解决方案
 新闻资讯
新闻资讯
 关于元硕
关于元硕
 加入我们
加入我们

快消品
某食品包装企业SLC升级ControlLoigx解决方案
升级解决方案
从SLC500到ControlLogix
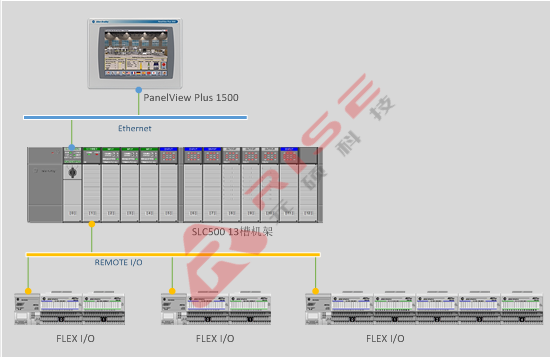
改造缘由:客户需要增加96个AI信号点,现有机架为SLC500中最大机架,而且空槽位只有一个,空间紧凑,无法安装扩展机架,原系统如下图所示:
- 从客户角度考虑项目,简化SLC升级
- 将风险降至最低,缩短劳动时间(生产急,停机时间有限)
- 在现有空间内,不打乱当前IO顺序的情况下
- 程序转换工具缩短重新编写控制器程序的时间
- 保留现有网络结构
使用Integrated Architecture Builder工具改善升级和规划工作
新控制器系统的优点
- ControlLogix系统是基于机架的系统,可以提供对使用顺序控制、过程控制、运动控制和驱动控制的控制系统进行组态的选项,还可提供通信I/O 功能。
- Controllogix 系统集中了Logix 通用平台的多种优点---通用的编程环境、通用的通讯网络、通用的控制引擎---提供了一个既能满足您高性能应用需求又易于使用的环境。
- Controllogix 系统在编程软件、控制器和输入输出诸方面的紧密集成降低了在试运行和正常操作的开发成本和时间。
这套方案将:
- 缩短转换时间、降低劳动成本
- 保留原有模块IO顺序
- 降低项目成本
- 缩短生产停机时间
分阶段完成改造目标

- 步骤1:备份 将旧系统程序备份,比对现有IO模块接线图,弄清对应设备
- 步骤2:应用程序代码转换 通过RSLogix5000设计和配置软件,可将现有RSLogix500程序转换为RSLogix5000代码
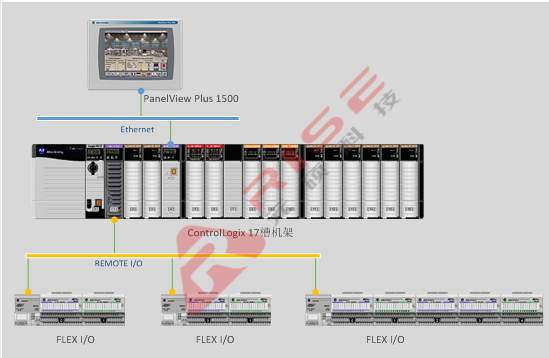
- 步骤3:现场施工 拆除SLC500机架,安装ControlLogix机架,根据原有的IO顺利拆线接线,新系统图如下:
- 步骤4:程序调试
系统上电,将HMI程序中通讯路径更改,并全面的进行功能测试
验收
完成后交付成果包括:
- 操作前的系统资料备份
- 由客户执行和验证的操作测试
- 客户验收单
- 调试完成后,所有文档包括程序和软件版本说明文件